一、设备的主要组成:
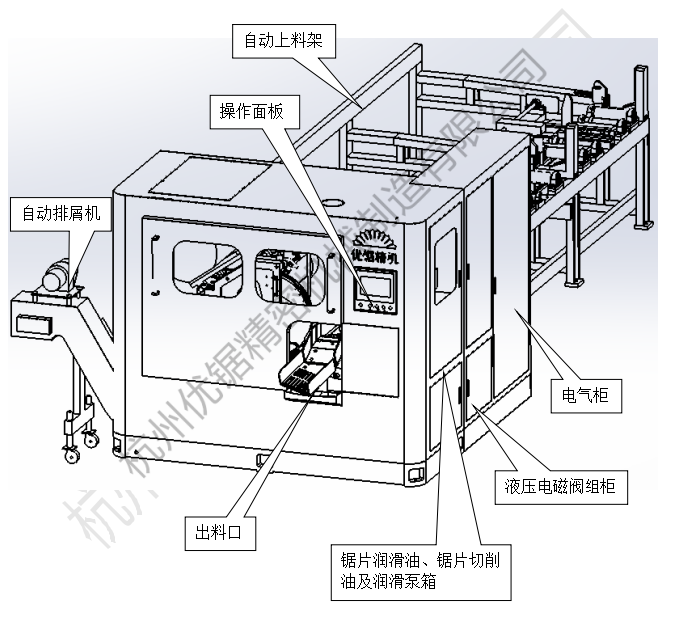
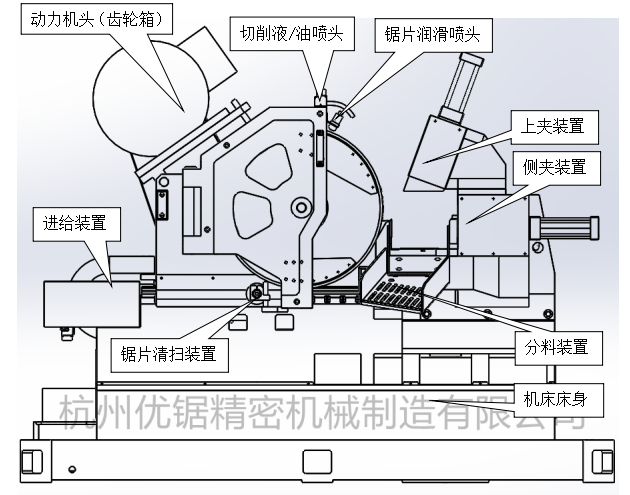
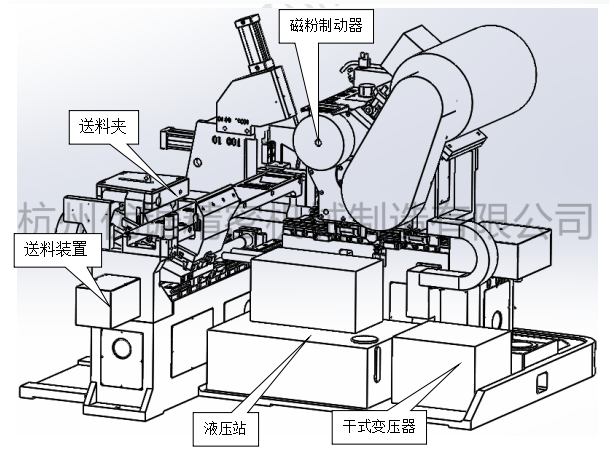
YJ-260全自动高速金属圆锯机为我公司生产的常规性机床,主要由机床床身、动力机头(齿轮箱)、进给装置、送料装置、夹紧装置、分料装置、自动上料架、液压系统、电气系统、喷雾冷却润滑系统、自动排屑机、锯片清扫装置、油雾过滤装置(选配)等部分组成。
![]()
二、主要技术参数:
1) 切断规格及精度
切断长度:≥20mm
料头长度:≥20mm
尾端残料长度 :
110mm+小于切断长
成品长度公差 :±0.15/100mm
成品垂直度公差 :0.2/100mm
切割面粗糙度 :≤3.2
2) 锯片规格
齿数:60齿/72齿/80齿
外径*刀厚:Φ830mm*4.2mm
3) 锯片主轴
主轴精度:≤0.01mm
锯回转数:15-80转/分(变频调速)
进给方式:平切式
进给驱动方式:伺服马达+滚珠丝杆
进给速度:1—10mm/s
4) 主夹方式
夹紧方式: 水平、斜夹夹压
5) 送料方式
夹紧方式: 水平夹压
送料驱动方式:伺服马达+滚珠丝杆
单次送料长度:最长800mm,可循环多次送料
6) 使用电机主轴电机:AC37kw/6p变频电机
油压电机:AC5.5kw/4p
排屑电机:AC0.22kw/4p
送料电机:AC3.0kw 伺服电机
进给电机:AC5.5kw 伺服电机
热交换器:AC68w 220V
阻尼器冷却风扇:AC38w 220V
润滑油泵 :AC25w 220V
7) 液压系统
液压系统压力:14mpa
液压油箱容积:120L ( 46#抗磨液压油)
8) 气动系统
气动压力:0.4-0.7mpa
9) 冷却系统
冷却方式:油雾喷雾冷却或皂化液冷却
10) 润滑系统
润滑方式:全自动集中润滑
11) 排屑系统
排屑方式:全自动链板排屑机
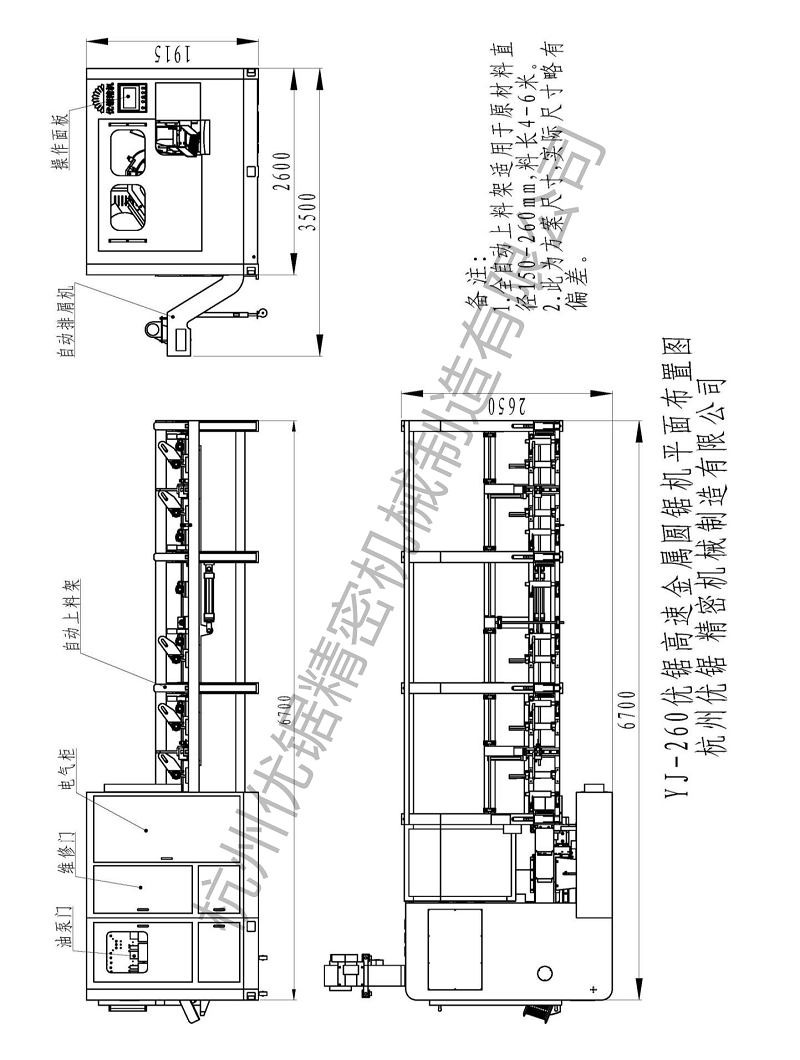
12) 机器+料架尺寸(长*宽*高)
6700mm*3500mm*2000mm
13) 机器+料架重量
11000kg(8000+3000)
三、制造、检验标准及主要精度
3.1、制造、检验标准
1) 该设备符合JB/T3364.2-3-2011圆锯床《精度》《技术条件》JB/T3866.2-2011《圆锯床主轴端连接尺寸》JBI6454-1996《锯床安全防护技术要求》等国家行业标准。
3.2、该设备中的所有使用计量单位均符合SI国际标准。
3.3、圆锯机主要几何精度标准(单位:mm)
1) 圆锯机主轴锯片法兰部分端向跳动≤0.02 (优锯圆锯机主轴法兰端向跳动≤0.01)
2) 圆锯机主轴锯片法兰部分径向跳动≤0.02 (优锯圆锯机主轴法兰径向跳动≤0.01)
3.4、圆锯机工作精度(按标准试件切削)
1) 锯断面与工件轴心线垂直度误差≤0.2/100
2)锯断件端面对其素线的垂直度≤0.2/100
3.5、我公司生产的YJ-260高速金属圆锯机主要精度均超过以上国家标准,以上精度可到我公司随机检测或新机到客户现场后实地检测。
四、主要部件产地:
|
序号 |
名称 |
产地 |
|
1 |
轴承 |
SKF(瑞典) |
|
2 |
主变频电机 |
东元(台湾) |
|
3 |
变频器 |
Mitsubishi三菱(日本) |
|
4 |
伺服电机 |
Mitsubishi三菱(日本) |
|
5 |
伺服驱动器 |
Mitsubishi三菱(日本) |
|
6 |
PLC |
Mitsubishi三菱(日本) |
|
7 |
触摸屏 |
Mitsubishi三菱(日本) |
|
8 |
低压配件 |
施耐德(法国) |
|
9 |
线轨 |
上银(台湾) |
|
10 |
丝杆 |
上银(台湾) |
|
11 |
气动电磁阀、电磁阀阀块、油水分离器、气压传感器 |
SMC(日本) |
|
12 |
主电机皮带(窄V带) |
MITSUBOSHI三星(日本) |
|
13 |
限位开关、光电开关、接近开关 |
欧姆龙(日本) |
|
14 |
液压电磁阀 |
计器(日本) |
|
15 |
柱塞泵、叠加阀 |
油研(台湾) |
五、锯切速度及成本:
以客户提出的常切规格材料45号钢,φ260的圆棒为例进行对比计算:
|
类别 |
高速金属圆锯机 |
|
选用锯切锯床类型: |
YJ-260 |
|
原材料成品尺寸:mm |
Φ260*6000 |
|
材质: |
45号钢 |
|
下料尺寸:mm |
Φ260*200 |
|
原材料交货状态: |
按国家标准 |
|
锯切方式 |
一次一件 |
|
圆锯片规格:mm |
¢830*4.2*60T |
|
切削线速度:m/min |
90-130 |
|
进给速度:mm/s |
1-20 |
|
锯切时间:mm |
260/4.3=60.5 |
|
夹紧与松开时间:s |
1.5 |
|
送料速度:mm/s |
200(12m/min) |
|
送料时间:s |
200/200=1 |
|
辅助时间:s |
无 |
|
单根锯切所需总时间:s |
60.5+1.5+1=63 |
|
每天可锯切成品(8小时):件 |
60*60*8/63≈457*0.95≈434 |
|
单件成品截面积:㎡ |
S=10-6*πD2/4=10-6*3.1416*260*260/4≈0.053 |
|
一件刀具锯切面积:㎡ |
25 |
|
锯切工具重磨次数: |
一次 |
|
重磨后可锯切面积:㎡ |
20 |
|
一件刀具成本:元/件 |
4500 |
|
重磨费用:元/件 |
400 |
|
一件刀具可锯切成品:件 |
(25+20)/0.053≈849 |
|
锯切一次刀具所耗成本:元 |
(4500+400)/849≈5.8 |
|
每小时耗电为:Kw |
45-52 |
六、 主要结构特性
6.1、机床床身:床身主体采用优质高强度HT300整体铸造而成,为机床设备的关键性部件,相对于焊接件及分体式床身具有整体刚性好、强度高、变形小、吸震性能突出等特点,显著地提高了机床的整体刚性和机床锯切的稳定性。国内圆锯机厂家都是铸造分体式焊接件结构,整体钢性差,易变形,影响锯片寿命。

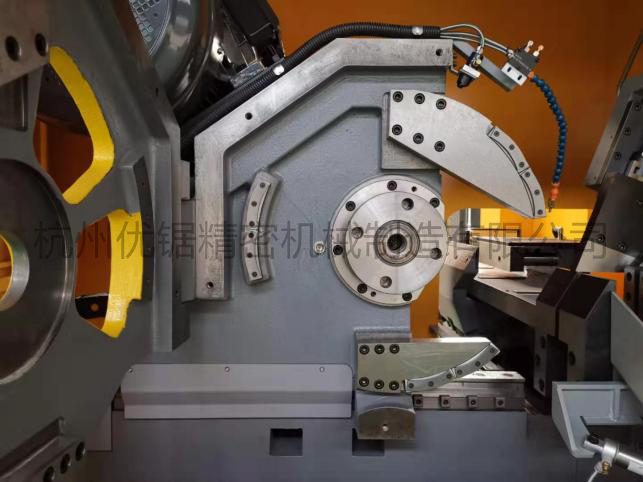
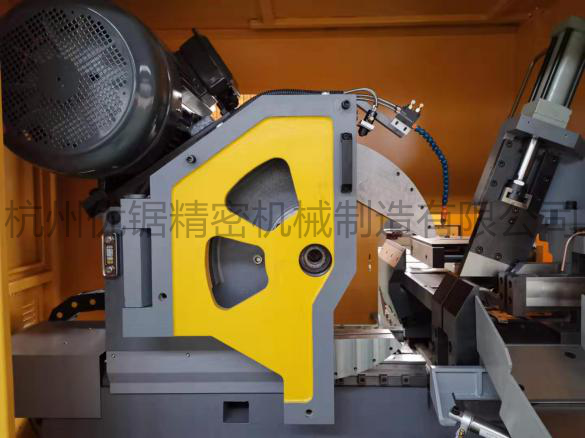
6.2、动力机头(齿轮箱):齿轮箱箱体采用优质高强度QT450-10球磨铸铁整体铸造而成,具有强度高、耐冲击等性能。传动齿轮材料全部采用20CrMnTi、40Cr材料经过特殊热处理和精密的磨削制造加工,同时采用齿轮消隙机构实现零间隙传动,保证齿轮传动的平稳性和锯片切割的稳定性,确保锯片切割的使用寿命。箱体全部轴承采用进口高精度、高强度的SKF轴承,使整个齿轮箱运转噪声小、平稳、传动性能可靠。齿轮箱主轴锯片安装面端面跳动及径向跳动≤0.01mm(可到工厂打表检测或新机到位检测),大大提高了锯片的使用寿命。
6.3、进给系统:由伺服电机驱动滚珠丝杆以高强度线轨为导向进行平切式平稳进给,将被夹压的工件高精度快速切断。具有切割稳定、精度高、速度快等优势。切割线轨采用台湾上银滚柱线轨大大提高了锯切的稳定性、可靠性。
6.4、送料装置:自动送料采用由伺服电机驱动高精度滚珠丝杆的送料方式,用直线导轨导向和浮动偏摆方式自动送料,有效提高了送料的精度及其稳定性,优锯独有的整排托料滚轮,可有效的防止材料下挂引起的切割精度不准及材料滑落损坏机床。

6.5、夹紧装置:由水平夹、斜压夹及送料夹三个夹紧装置组成。各个夹钳均采用磨具钢及表面淬火处理,大大提高了夹钳的强度和耐磨性,有效保证夹紧的可靠性、平稳性和切割及送料的精度,其中水平夹及斜压夹紧后送料夹退后取料,提高了生产效率,节约生产成本。

6.6、分料装置:由分料机构与气缸组成。气缸拉动分料机构进行偏摆,自动实现料头、料尾与成品的分离。

6.7、全自动上料架装置:由拨料机构通过拨料油缸把一根棒材拨送至自动送料钳口内,最终完成自动送料的装置,有效的降低工人的劳动强度及降低锯切辅助时间,提高生产效率,节约生产成本,优锯独有的防冲击装置,在拨料进钳口的时候几乎无任何冲击及噪音,大大提高自动上料装置的使用寿命,降低故障率。

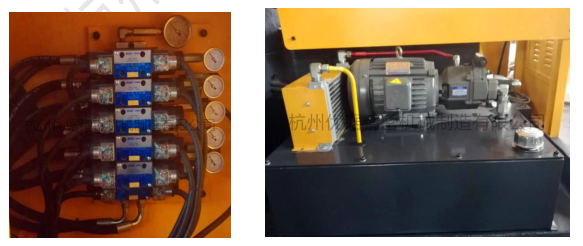
6.8、液压系统:电磁阀采用日本原装进口计器品牌,叠加阀采用台湾油研品牌。原先之前液压站上的电磁阀都是安装在料架下面,这样会造成原材料上的脱碳层都掉落在电磁阀上,这样不易观察、难清理寿命短的问题。全部安装在单独的电磁阀箱内,方便观察易清理寿命更长。
6.9、电控系统:采用三菱系统,保证程序输送的准确性和可靠性及高效性。圆盘锯可通过触摸屏实现全自动数控操作,从自动拨料开始到锯切完成,包括料头、料尾处理均由圆盘锯自动完成,自动化程度高,各种保护装置能保证锯切全过程的安全平稳运转。电控系统同时具备强大的故障报警系统,设备出现故障问题第一时间停机报警保护设备,同时在触摸屏上面出现报警事项,便于查看设备故障问题。

6.10、喷雾冷却润滑系统:采用环保切削油进行精确计量的微量喷涂方式。其中一喷嘴在锯切时自动向进行锯切的锯齿喷涂雾状切削油,降低锯切温度,提高锯片寿命,保证切口质量;另一喷头间歇性在锯切时向锯片两侧面同时喷涂高效润滑液,进行润滑,减小锯片与夹持块之间的摩擦,提高锯片寿命及锯切的稳定性和精度,同时也降低生产成本,防止环境污染。气动元件均采用SMC原装配件,保证程气路运行的准确性和可靠性。气路及润滑油路均在单独的带透视窗柜子里,易于观察及加油,布管布线清晰明了。

6.11、油雾过滤装置(选配):油烟气混合污染物进入初级净化整流腔,腔内的特殊结构对污染物进行均衡整流的同时,利用静电对大颗粒油雾滴进行吸附截留,分离出来的油水液体被集中回收。脱除油水的烟气均衡地进入次级栅状高压场。油烟气在高压场的作用下,被电离、分解、吸附,碳化、同时场中产生的活性因子臭氧(03),对烟气中的有毒成份和异味进行分离和除味。通过以上两级多层次的净化处理,可使油烟的去除率达到95%以上。

6.12、平切式进给方式与剪切式进给方式的性能综合对比
① 因进给方式的原因导致各自结构不同,从进给过程中受力分析可以得出结论:平切式进给其锯切过程中的锯切力大小及锯切方向均保持恒定与直线运动,而剪切式进给其锯切过程中的锯切力大小及锯切方向随摆臂的角度变化,锯切力大小一直发生改变,其锯切力方向为曲线运动,因而前者比后者在锯切全部过程中表现出锯切稳定性高的优势。
② 平切式进给装置采用高精度直线导轨导向,剪切式进给装置采用光轴旋转式导向,且配合间隙大,易于磨损,因而前者比后者在锯切全部过程中表现出锯切精度高的优势。
③ 平切式进给装置选用高刚性滚柱形直线导轨,剪切式进给装置采用光轴与铜套配合的滑动配合方式,因而前者比后者在锯切全部过程中表现出承载能力强,抵抗变形及冲击的条件好,使用寿命长等优点。
④ 因结构原因,剪切式进给装置因齿轮箱在锯切过程中重心的变化导致装置有不平衡及抖动现象发生,必须在进给伺服电机上增加制动装置,因而相应增加了设备的成本,同时也加快了滚珠丝杆及相应机械部件的磨损。
⑤ 前者比后者在生产制造过程中还表现出加工制造工艺简单,安装调试精度易于保证的优势。
结论:因以上原因,目前国内外绝大部分生产制造厂家已开始实现由剪切式进给方式向平切式进给方式的转型设计。尤其在型号规格扩大的情况平切式进给优势尤为明显。国内目前有大部分生产制造厂家还在采用剪切式进给方式的原因主要是国内大部分生产厂家在设备设计的初期大部分均采用结构模仿及成套图纸转让等方式进行设计,且所模仿及技术转让的对应设备均为台湾十几年前的圆锯机初期产品,对设备的结构及性能了解还处于摸索及消化阶段,真正具有设计与研发能力的制造厂家不太多的缘故。
七、供货范围
1) 供货明细
|
序号 |
名称 |
规格 |
数量 |
备注 |
|
1 |
圆锯机主机 |
YJ-260 |
1台 |
|
|
2 |
全自动上料装置 |
承载6米原材料 |
1套 |
|
|
3 |
排屑机 |
链板式 |
1台 |
包含集屑车一台 |
2) 随机附件及专用工具(单台数量)
|
序号 |
名 称 |
型号﹠规格 |
数量 |
备注 |
|
1 |
锯片 |
Φ830*3.4*60 |
1张 |
(装设备上) |
|
2 |
钢丝刷 |
Φ80 |
2个 |
|
|
3 |
内六角扳手 |
27mm |
1把 |
用于锯片锁紧 |
|
4 |
机床垫脚 |
M24x100 |
6组 |
|
|
5 |
料架垫脚 |
M24x100 |
8组 |
|
|
6 |
膨胀螺丝 |
φ12 |
28个 |
|
|
7 |
工具箱 |
手提式 |
1个 |
|
|
8 |
内六角扳手 |
|
1套 |
|
|
9 |
活动扳手 |
12寸 |
1把 |
|
3) 易损件表(单台数量)
|
序号 |
名 称 |
型号﹠规格 |
数量 |
|
1 |
左右钳口 |
Cr12MoV模具钢,硬度HRC50-57度 |
各1块 |
|
2 |
前后夹具底座 |
各1块 |
|
|
3 |
活动钳口 |
2块 |
|
|
4 |
上夹耐磨板 |
1块 |
|
|
5 |
送料钳口 |
1块 |
|
|
6 |
送料活动钳口 |
1块 |
|
|
7 |
夹持块 |
钨钢 |
12块 |
|
9 |
三角皮带 |
SPB |
7条 |
|
10 |
钢丝刷 |
Φ80 |
1个 |
4) 随机出厂技术文件
使用说明书 1套
产品质量证明书 1份
装箱单 1份
产品验收回执单 1份
八、机床的安装、调试、验收及培训:
8.1、设备的交货、安装、调试
(1)买方现场具备设备安装条件通知卖方发货,卖方人员与设备同时到买方现场,负责设备清点、设备转运、预装。
(2)卖方对合同设备负责安装、调试。
(3)卖方根据买方的合同设备的安装、调试日程安排相关人员参加设备的安装调试,调试期限不超过10天。
(4)卖方对其现场施工及所派安装调试人员的一切行为负全部责任。
(5)卖方在安装、调试过程中造成设备零部件损坏时,将由卖方无条件补供,且不能影响设备的交付使用期和买方的生产。
(6)买方应为卖方的安装、调试提供水、电、起重设备、灌浆用料。
(7)机床的设备基础由买方建造。
8.2、验收
验收标准按本规格书及其相关标准进行。
8.3、培训
(1)卖方为买方免费培训操作和维修人员,其具体培训内容如下:
(2)买方人员在卖方工厂进行预验收期间,卖方的机械工程师和电气工程师将对需方维修和操作人员进行全面的技术培训。
(3)卖方人员在需方工厂调试和验收期间,卖方的操作技师将对需方的操作人员进行现场培训和指导操作,使需方操作人员能顺利地操作机床。
(4)培训分两次进行,第一次在预验收期间,即在卖方现场进行,卖方为买方操作人员提供必要的食宿方便。第二次在终验收期间,即在买方现场进行。
九、技术服务和售后服务:
卖方产品在技术服务上实行“交钥匙工程”,产品技术服务的内容和措施如下:
(1)及时为用户提供用户典型零件的加工工艺方案;
(2)在机床制造过程中,欢迎买方前来卖方对所购产品实行监造;
(3)及时为用户免费培训操作和维修人员;
(4)当用户需要更新机床时,及时为用户提供技术支持;
(5)质保期
质保期为双方签署了最终验收认证书后十二个月。设备三包期一年。在质保期内出现设备故障,卖方做到免费维修、免费更换零部件。(由用户误操作造成的零部件损坏除外)
十、附则
(1)买方应对本协议保密,不得向第三方泄漏。
(2)本协议是买卖合同的有效组成部分,若本协议内容与买卖合同相抵触,以买卖合同为准。
(3)本协议未尽事宜由双方协商解决。
(4)本协议经双方签字后生效。本协议一式二份,双方各持壹份,与买卖合同具有同等法律效力。
十一、外形布局图:

Copyright © 杭州优锯精密机械制造有限公司 版权所有 浙ICP备19049301
全国服务电话:15397119215 崔经理手机:15397119215 冯经理手机:15397119215
公司地址:浙江省杭州市萧山区河上镇下门村360号
